在工业生产中,旋转部件的平衡性能直接影响设备运行稳定性和使用寿命。平衡机作为关键检测设备,能够***识别旋转部件的不平衡量,并通过科学方法进行补偿校正。以下将详细介绍如何通过平衡机实现旋转部件的动平衡补偿。
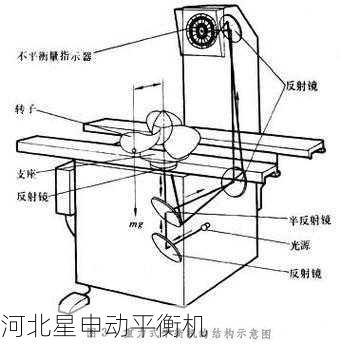
平衡机通过传感器采集旋转部件在运转时产生的振动信号,经数据处理系统分析后,可确定不平衡量的大小和相位位置。现代平衡机通常采用微机控制技术,测量精度可达0.1g·mm/kg,转速范围覆盖200-10000rpm,能满足绝大多数工业旋转部件的平衡需求。
1. 前期准备工作
(1)根据工件尺寸选择合适的工装夹具,确保装夹重复精度≤0.02mm
(2)检查传感器连接状态,振动信号线需采用屏蔽电缆
(3)输入工件参数:包括质量、直径、平衡等级要求等
2. 初始不平衡量检测
(1)以额定转速的60%进行***试运行
(2)采集振动数据时需确保转速稳定,波动应控制在±1%以内
(3)系统自动生成极坐标图显示不平衡量分布
3. 补偿方式选择
根据工件结构可采用不同补偿方式:
• 钻孔去重法:适用于金属部件,去重深度不超过壁厚的1/3
• 配重块添加:采用专用平衡胶泥或螺钉固定配重
• 焊接补偿:需注意热变形影响,适合大型工件
4. 验证测试
(1)完成补偿后需进行三次重复测试
(2)残余不平衡量应达到ISO1940标准要求的G2.5级或更高
(3)最终数据应保存***质量追溯系统
1. 相位定位精度
采用高分辨率编码器(≥2048线)确保相位识别误差<1°,对于高速转子(>6000rpm)需考虑振动信号的相位滞后补偿。
2. 动态补偿算法
现代平衡机采用影响系数法,通过建立刚度矩阵实现多平面自动补偿。对于柔性转子还需进行振型分离处理。
3. 温度补偿
当环境温度变化超过±5℃时,需重新校准传感器灵敏度。部分高端机型配备自动温度补偿功能。
问题1:重复测量数据波动大
• 检查主轴径向跳动(应<0.005mm)
• 确认工件装夹面清洁无杂质
• 验证传感器接地是否良好
问题2:补偿后振动反而增大
• 检查补偿重量安装位置是否准确
• 确认是否出现机械共振(可通过转速扫描识别)
• 考虑工件本身是否存在结构缺陷
问题3:无法达到规定平衡等级
• 重新评估初始不平衡量分布
• 考虑采用双平面平衡方式
• 检查平衡机自身精度是否达标
1. 高速测试时必须安装防护罩
2. 去重操作时应佩戴防护眼镜
3. 定期检查主轴轴承润滑状态
4. 系统接地电阻需<4Ω
5. 异常振动应立即执行急停操作
通过规范化的操作流程和***的补偿控制,平衡机可将旋转部件的不平衡量控制在理想范围内。建议每6个月对平衡机进行计量校准,并建立完整的设备维护档案。对于特殊材质或异形部件,可咨询专业技术人员制定个性化平衡方案。