

旋转部件的不平衡问题是机械设备运行中常见的故障源,准确识别不平衡位置是动平衡校正的关键环节。本文将系统介绍如何利用平衡机实现旋转部件不平衡位置的***定位,包含原理分析、操作步骤及注意事项等核心内容。
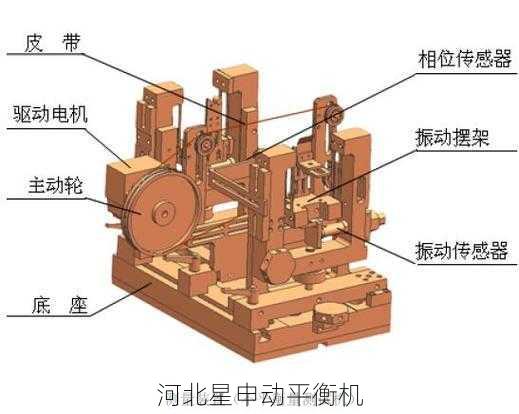
不平衡定位的基本原理基于振动相位分析技术。当旋转部件存在质量偏心时,运转过程中会产生周期性离心力,平衡机通过传感器采集振动信号,经傅里叶变换提取工频分量后,利用参考相位标记确定不平衡角度位置。现代平衡机通常采用光电编码器或激光传感器作为相位基准,测量精度可达±1°。
1. 预处理阶段:清洁转子表面,确保无附着物影响测量。对于组合式转子,需检查连接部位紧固状态。根据转子类型选择适合的支撑方式(滚轮支撑/万向节支撑),并校正支撑系统同轴度。
2. 参数设置:输入转子几何参数(质量、直径、支撑距等),设置转速范围。对于柔性转子需进行临界转速计算,测试转速应避开共振区。安装相位标记装置时,需保证反射片与转子同步旋转无相对位移。
3. 初始测试:在安全转速下进行试运行,观察振动矢量轨迹图。合格的标准是基频振动幅值稳定、相位重复性误差<5°。若出现倍频振动过大,需检查轴承状态或转子结构缺陷。
1. 单平面平衡:适用于长径比<0.5的刚性转子。通过一次启动测量即可获得不平衡位置,计算公式为U=m·r·ω²,其中m为等效质量,r为偏心距。现代平衡机可自动显示应加配重的角度位置(时钟方位表示法)和质量大小。
2. 双平面平衡:长径比≥0.5的转子需采用影响系数法。分别在两个校正平面进行试重实验,建立方程:
[V1] = [α11 α12][U1]
[V2] [α21 α22][U2]
通过矩阵求逆计算得到两个平面所需校正量,典型迭代2-3次可达ISO1940平衡等级要求。
1. 机械系统误差:支撑轴承游隙应控制在0.02mm以内,传动带张力需均匀。对于重型转子,地基振动值需<2.5mm/s。
2. 电气系统干扰:传感器电缆应远离变频器动力线,信号传输建议采用屏蔽双绞线。定期校验传感器灵敏度,典型值为50mV/mm/s±5%。

3. 环境因素:温度变化>10℃需重新校准,空气流速过高时需加装防护罩。磁性材料转子需考虑涡流效应影响。
1. 超低速转子(<300rpm):采用频闪仪辅助相位识别,或改用低速专用振动传感器(如压电加速度计)。
2. 高温转子:使用耐高温相位标记贴片(***可达650℃),传感器需配备水冷套件。测试前需进行热态对中校正。
3. 悬臂转子:校正平面应选在悬臂端面,需考虑附加弯矩影响系数。建议采用有限元软件预先计算校正质量配置方案。
通过规范操作流程和误差控制,现代平衡机可实现μm级的不平衡定位精度。值得注意的是,对于航空发动机转子等特殊部件,还需结合模态分析进行柔性修正,这涉及更专业的转子动力学知识体系。


