作为深耕平衡机领域多年的“星申动”团队,我们一直把叶轮平衡机当成心头肉来打磨。这个市场里,大伙儿都盯着精度和效率,可真正把工艺吃透的没几家。咱们就从制造到检测,掰开了揉碎了说说,怎么整出一台让客户竖大拇指的叶轮平衡机。
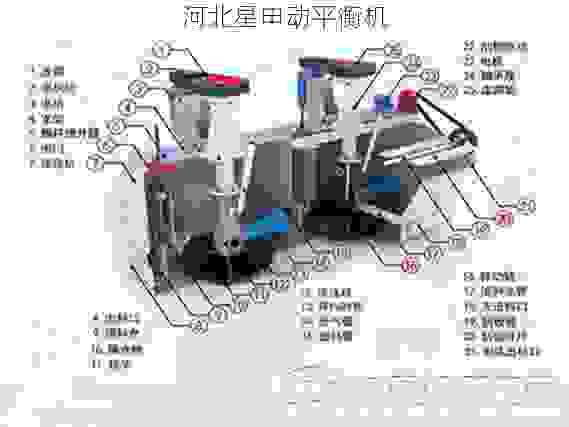
先聊制造这块。很多人以为平衡机就是铁疙瘩加传感器,这想法太糙了。叶轮平衡机的核心是机械结构,底座要稳,主轴要灵。我们用的是高强度铸铁底座,得经过两次时效处理,***回热处理去应力,第二回自然时效让它“长结实”。为啥这么折腾?因为机器运行起来,任何微小的形变都会影响测量结果。就像搭积木,底儿歪了,顶上再漂亮也白搭。主轴这块,我们专门找航空级的精密轴承搭档,装配间隙控制在微米级别。车间老师傅常说,这活儿比绣花还费眼,得用千分表一遍遍校,直到跳动量<0.003毫米才放心过。
传感器是平衡机的眼睛。我们选的是压电陶瓷式传感器,跟那些便宜的应变片比,抗干扰能力甩条街。但光有好眼睛不够,得配准了才行。每一台机器出厂前,都拿标准转子做校准,铅锤打到0.01克以内才算合格。这块我们吃过亏,早些年为了省成本用通用标定设备,结果客户反应测试数据漂移。现在全改成定制化标定平台,每个传感器都存独立系数,说白了就是给机器“认脸”,谁来了都对号入座。
焊接和装配是最见功力的地方。叶轮平衡机的机架需要多处焊接,我们要求焊工持证上岗不算,还得干过三年以上高速旋转设备活。焊缝要饱满,得用氩弧焊层层叠加,完了还要搞X光探伤,确保没有一点气孔。装配工序更细,连螺丝拧紧都有扭矩要求。举个例子,固定电机的螺栓必须按对角线顺序分三次拧紧,力矩从10牛米升到25牛米,最后回正到18牛米。这数字不是拍脑袋想的,是几十次破坏实验试出来的,既保证固定牢靠,又避免过紧损伤螺牙。
再来谈检测流程。很多厂家做完机器就发货,但在我们这儿,检测才是重头戏。出厂前每台设备要跑72小时连续工作测试,模拟各种恶劣工况。比如给叶轮故意加偏重,从0.5克一直试到5克,看机器反应对不对,是不是所有校正平面都能精准识别。还得做温升实验,夏天车间四十度,冬天零下十度,机器每次启停都要记录数据,看零点漂移了多少。记得去年有个客户现场用,说机器突然报错,我们调出日志发现是车间电压波动厉害,后来加了个稳压模块才搞定。
行业领先解决方案是实打实磨出来的。叶轮种类多,离心风机、水泵、涡轮增压器,每个要求不一样。单说数据中心风机,转速动不动上万转,要求剩余不平衡量小于G0.4级。我们专门开发了高刚度软支撑设计,将共振频率抬到工作转速三倍以上。同时改进了算法,用自适应滤波器降噪,连轴承游隙变化都能补偿。去年帮一个苏州客户解决难题,他们那叶轮形状特殊,两面锥度不一样,标准夹具夹不稳。我们团队花了三周,设计了一套气动膨胀夹具,靠压缩空气撑紧内壁,重复定位精度达到了0.002毫米。
还有一点不能漏——软件系统。现在光靠硬件拼精度没活路,得软硬结合。我们一直在开发智能诊断模块,能自动识别叶轮材质、厚度、初始不平衡分布,然后推荐***校正面。比如风扇叶片薄,去重容易变形,软件就会提醒用配重法;机床主轴要求高,建议连带动平衡一起做。这活儿费脑子,算法团队跟机械团队吵了不下百次,不过成果确实明显:客户的调机时间从半小时缩到五分钟。
用户反馈是改进动力。有个做航空发动机叶轮的客户抱怨过,我们的平衡机低频响应不好。排查发现是滤波器切点设得太高,把真实低频振动信号滤掉了。后来我们改成可编程滤波器,让客户根据叶轮质量自由调节。挨骂不可怕,关键得记着改。每年我们都会把售后频次***的十条意见拉到会上讨论,不解决的砍奖金。去年就因为某型号机器控制面板容易进灰,重新设计了密封结构,虽然成本多了几百块,但客户复购率涨了十二个百分点。
总结一下,叶轮平衡机这东西,看着不显山不露水,可真要做精,里头全是细节。从材料选择、加工工艺,到检测手段、软件算法,每一环都马虎不得。很多时候,客户需要的不是一台能干的机器,而是一个懂行、靠谱的伙伴。我们“星申动”在这行摸爬滚打十五年了,吃过亏,也攒了经验。未来还是会盯着那些不起眼的细微之处死磕,毕竟精度这玩意儿,没有***,只有更好。