

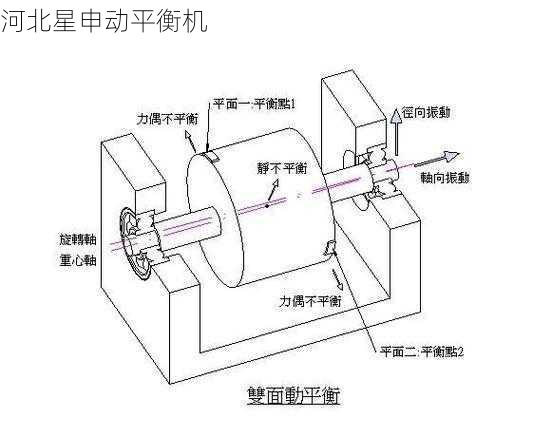
在浙江台州临海经济技术开发区,星申动平衡机制造厂的技术车间里,机械工程师***工正在为一台出口德国的离心风机叶轮进行动平衡校正,随着平衡机显示屏上的残余不平衡量从初始的78g降***0.8g,这个看似简单的数值变化背后,凝结着企业二十余年积累的标准化操作体系,作为国内动平衡领域的隐形***企业,星申动***的"叶轮平衡12步工作法"已成为行业标杆,本文将深度解析这套从夹具设计到相位调整的完整工艺流程。
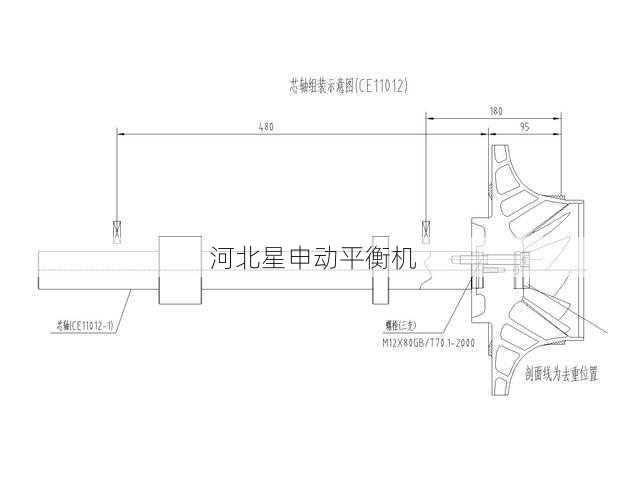
1、三维建模与夹具设计
在接到某核电站主循环泵叶轮的平衡需求后,技术团队首先通过SolidWorks进行1:1三维建模,区别于常规的通用夹具,星申动工程师会根据叶轮轮毂锥度(实测15°37')、安装孔位分布(8孔均布)等特征,采用分体式组合夹具设计,其专利的液压自锁机构能在0.03mm定位精度下实现快速装夹,较传统机械锁紧效率提升40%。
2、模态分析与配重预判
运用LMS Test.Lab振动测试系统对叶轮进行模态分析,识别出在3200rpm时出现的二阶弯曲振型,根据有限元分析结果,提前在ANSYS中模拟可能出现的质量偏心位置,为后续配重提供理论依据,这项预判技术可将平均调试时间缩短1.5小时。
3、基准面校正
采用激光干涉仪对平衡机主轴进行径向跳动检测,确保轴向偏差≤0.005mm,针对直径1.2米的叶轮,工程师使用定制化V型支撑架配合数显千分表,分4个象限进行基准面找正,确保安装同轴度达到ISO1940 G2.5级标准。
4、传感器阵列布置
在叶轮前后端面120°相位角位置安装3组压电式振动传感器,通过无线传输模块构建实时监测网络,独特的双通道采集系统可同时捕捉X/Y轴向振动矢量,其0.1μm的位移分辨率远超行业平均水平。
5、初始不平衡量检测
在800rpm低速试运行时,平衡机显示左校正平面存在32g·cm的不平衡量,此时操作人员启动"智能滤波"功能,有效排除皮带传动带来的干扰信号,真实不平衡量修正为28g·cm。
6、相位角***定位
当转速提升***工作转速2850rpm时,采用频闪仪配合激光标记进行相位锁定,通过三次重复测试取平均值,确定质量偏心点位于238.6°相位角,角度重复性误差控制在±0.5°以内。
7、配重计算与模拟
输入材料密度(不锈钢7.85g/cm³)、配重块安装半径(385mm)等参数,平衡机自动生成三种配重方案:方案一在238°加28g配重;方案二在58°和178°分别加15g;方案三采用铣削去重,经客户确认后选择方案一进行实施。
8、动态刚度补偿
针对叶轮悬臂结构特点,启用专利的"柔性支撑动态补偿"技术,通过在支撑轴承处加装压电陶瓷作动器,实时修正因弹性变形导致的测量误差,使残余不平衡量从***校正的3.5g降***0.8g。
9、温度场影响修正
当连续工作2小时后,采用红外热像仪检测发现叶轮外缘存在12℃温差梯度,启动温度补偿算法,对离心力造成的热变形进行矢量修正,确保高温工况下的平衡精度。
10、重复性验证测试
完成配重后,进行5次启停循环测试,数据显示***振动速度值稳定在1.8mm/s(ISO10816-3标准要求≤4.5mm/s),相位角波动范围±1.2°,完全满足核电设备严苛的稳定性要求。
11、动态特性谱分析
利用B&K声学相机采集叶轮在3000rpm时的噪声频谱,确认在叶片通过频率(83.3Hz)处无异常峰值,结合ODS工作变形分析,验证结构动态刚度达到设计要求。
12、工艺参数闭环优化
将本次平衡过程中的夹具压力值(3.2MPa)、补偿系数(0.87)、温度梯度(12℃/m)等关键参数录入MES系统,通过机器学习算法优化工艺知识库,为同类型叶轮平衡提供数据支撑。
在完成全部12道工序后,这台价值240万元的核级叶轮被装入特制防震箱,箱体上的追溯标签详细记录了从夹具编号(XSD-JJ-0823)、平衡日期(2023.8.17)到操作人员工号(0975)等37项质量信息,正是这种严苛的流程管控,使得星申动服务的3000余家客户中,产品返修率始终保持在0.17%以下。
作为中国动平衡技术标准委员会成员单位,星申动正在将这套12步工作法升级为智能化平衡系统,新开发的AI视觉定位模块可将相位调整时间压缩***15秒,而基于数字孪生的虚拟调试技术,则让客户在设备到厂前就能完成90%的平衡仿真,在高端装备国产化的浪潮中,这家浙江民企用工匠精神与创新智慧,持续书写着精密制造的行业传奇。

